



Beschikbaarheid
Overzicht van beschikbare formaten
| Lengte (mm) | Breedte (mm) | Dikte (mm), HPL 1,2 mm |
|---|---|---|
| 2.800 | 2.070 | 16,8 | 18,4 | 19,8 | 21,4 | 25,8 | 30,4 | 32,4 | 40,4 |
Certificaten & labels




Eigenschappen
Toepassingsgebieden
- Meubels, scheidingswanden, wandbekledingen met magnetische eigenschappen in winkel- en beursbouw, in kantoren, scholen, kleuterscholen, verzorgingsinstellingen, openbare instellingen, etc.␍
Productnorm
- Gebaseerd op EN 13894-2
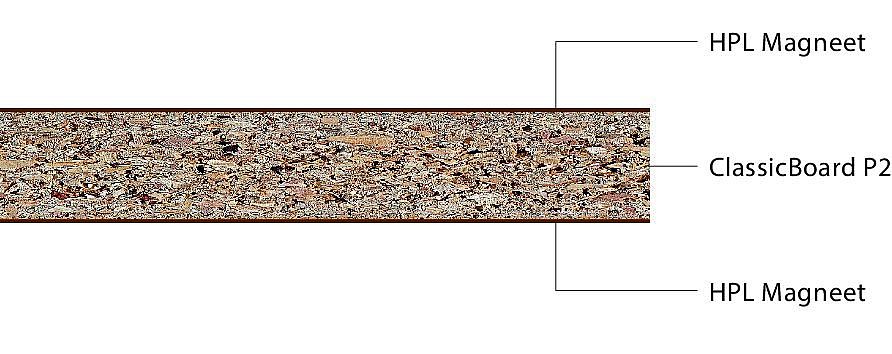
Basismateriaal
- ClassicBoard P2: Ureumharsgebonden houtspaanplaat type P2 volgens EN 312, geschikt voor niet-dragende doeleinden in droge ruimtes.
Brandgedrag
- Normaal ontvlambaar
- 2.800 x 2.070 x 16,8 - 25,8 mm: D-s2,d0 (EN 13501-1, CWFT volgens 2003/593/EG)
CE-categorie
- EN 438-7:2005
- HPL- meerlaags sandwichpaneel voor wand- en plafondbekleding voor interieurgebruik (inclusief verlaagde plafonds)
Formaldehyde-emissieklasse
- E1 E05
- TSCA Title VI
Antimicrobiële werking
- Oppervlak met antimicrobiële effect binnen 24 uur voor interieurafwerking – Testmethode JIS Z 2801 / ISO 22196
Productveiligheid
- Dit product is in overeenstemming met de REACH-verordening EG 1907/2006 een fabricaat en dit fabricaat hoeft niet aan registratieplicht krachtens artikel 7 onderworpen te worden.
- Het oppervlak is fysiologisch gezien onschadelijk en toegestaan voor het contact met levensmiddelen (conform Verordening (EU) Nr. 10/2011).
- De decoratieve oppervlakken en de materiaalkern bestaan uit papierlagen, die met duroplastische harsen doordrenkt zijn.Deze harden tijdens het productieproces door hitte en hoge druk geheel uit. Ze bouwen een stabiele, resistente en niet reactief materiaal.
- Wij fabriceren het product zonder toevoeging van organische halogeenverbindingen, zware metalen, conserveringsmiddelen, houtbeschermingsmiddelen en organische oplosmiddelen.
Bijzonderheden
- De formaatplaat heeft rondom een ca. 30 mm brede, niet-magnetische, optisch licht afwijkende rand.
- Door de inbreng van het metaalweefsel (ferromagnetische inlay) zijn er optische afwijkingen in de structuur ten opzichte van de standaardprodukten.
- Levering van op maat gezaagde delen niet mogelijk.
- Voor het beschrijven met in de handel verkrijgbare boardmarkers wordt de structuur HG aangeraden, voor beschrijven met bordkrijt de structuren VV en MP.
- Echte aluminium oppervlakken zijn niet beschikbaar.
- Meer basismaterialen op aanvraag mogelijk.
- FSC-certificering of PEFC-certificering – Op aanvraag verkrijgbaar.
Kleuren en oppervlakken passen bij elkaar
- Decor, structuur en drager beïnvloeden het uiteindelijke uiterlijk van het eindproduct.
- Door de productspecifieke verschillen in productietechnologieën, zelfs identieke decor/structuur/basiscombinaties binnen of met verschillende productgroepen en formaten tot lichte optische en haptische afwijkingen. Dergelijke afwijkingen vormen geen gebrek.
- Vooral de keuze van de oppervlakstructuur heeft een belangrijke invloed op de visuele indruk, de haptische perceptie en de technische kenmerken van het product. Zo kan de algemene indruk van een decor bijna volledig veranderen afhankelijk van de oppervlakstructuur. Bovendien kunnen mechanische invloeden op het productoppervlak leiden tot een hoger contrasterende optische waarneming met donkere decors.
- Om ervoor te zorgen dat u altijd het beste resultaat behaalt met onze producten en om eventuele afwijkingen vooraf op te helderen, adviseren wij u graag individueel.
Behandeling
Verwerking
- Enkele platen met goede zijde boven.
- Daarbij moet in het algemeen op rondvliegende vonken gelet worden! Afzuiging uitschakelen.
- Wij raden aan om de te bewerken platen te aarden, om elektrostatische ladingen evt. te kunnen afleiden.
- Houdt bij uw zaagschema rekening met een 30 mm niet-magnetische rand van de plaat.
- Neem de adviezen van de ICDLI-branchevereniging in acht voor de verwerking van HPL en sandwichplaten (www.icdli.com)
- Zelftests zijn noodzakelijk.
- Met hardmetaal bezette gereedschappen op conventionele houtbewerkingsmachines bewerkbaar.
Machine en gereedschap
- De verwerking is mogelijk op alle traditionele bewerkingssysteme - en centra voor houtproducten.
- Met hardmetaal bezette gereedschappen met vast ingesoldeerde snijkanten en trekkende snede zijn geschikt, geen diamantgereedschappen gebruiken.
- Het metalen inzetstuk kan leiden tot gereduceerde standtijden van de gereedschappen.
- Verwerking op formaatcirkelzaagmachines met parallelgeleider:
- Cirkelzaagblad HW-uitrusting Leitz 'FerroFix', Tandvorm FZFA/FZFA: ID-nr. 2000636 / 2000322
- Toerental 1000 omw./min.
- Toevoer 5 m/min.
- Tandtoevoer 0,06 mm
- Snijsnelheid 18,8 m/s
- Uitstekend gedeelte zaagblad 15 - 20,0 mm
- Passende voorritsers moeten vermeden worden, snijsnelheid rond 20 m/s
- Trillingen van de plaat moeten vermeden worden - Verwerking op bewerkingscentra:
– Zaagblad Leitz 'DryCut', Tandvorm FZFA/FZFA, ID-nr. 169002 / 169003 / 169004 / 169005
– Toerental 1350 omw./min.
– Toevoer 3 m/min.
– Tandtoevoer 0,03 mm
– Snijsnelheid 18,0 m/s
– Gelijklopend voorritsen
– Tegenlopend doorzagen
– Trillingen van de plaat moeten vermeden worden
– Zaagbladloop moet vooraf gecontroleerd worden - eventueel bijstelling van de installatie uitvoeren (as – zaagblad)
Randafwerking
- In principe raden wij een randverzegeling aan.
- Dikke en dunne randen zijn geschikt.
- Voor het lijmen van de randen worden EVA- en PUR-hotmelts aanbevolen.
Sluitwerktechnologie
- Alle traditionele verwijderbare en niet verwijderbare verbindingsstukken voor houtproducten zijn geschikt.
Inbouw en montage
- Vóór de verwerking en montage is een goede conditionering noodzakelijk. De ruimten zelf moeten daarbij overeenkomstig het latere gebruik geklimatiseerd worden.
- Let op een vakkundige verwerking en montage volgens de actuele stand van de techniek.
- Met name bij toepassingen op grote oppervlakken wordt aanbevolen, bij verdere verwerking en inbouw op de kleur- en structuurhomogeniteit van de te gebruiken platen en het voorbereide materiaal te letten en het materiaal met inachtneming van het type productie te verwerken.
Opslag, gebruik en transport
- De opslag moet steeds over het gehele oppervlak, gelijkmatig met de randen en horizontaal op een vlakke en schone onderlaag onder normale binnenomstandigheden (temperatuur 18–25°C, relatieve luchtvochtigheid 50–65%) plaatsvinden.
- Beschermen tegen luchtvochtigheid en vochtinwerking.
- Vermijd directe hitte en daaruit eventueel voortvloeiende uitdroging van HPL-platen door licht- of warmtestraling, bijv.luchtstromen van verwarmings- of klimaatsystemen.
- Vreemde voorwerpen en schurende verontreinigingen in de stapel platen kunnen leiden tot indrukkingen en beschadigingen van het oppervlak.
- De platen mogen niet tegen elkaar verschoven en over elkaar getrokken worden, ze moeten met de hand of met zuignappen één voor één opgetild worden.
- Bij het transport van stapels platen moeten onderlagen gebruikt worden die groot genoeg en stabiel zijn, bv. pallets. De platen in de stapel moeten beveiligd zijn tegen wegglijden.
- Houd er rekening mee dat iedere onvakkundige opslag, onafhankelijk van de duur ervan, onomkeerbare vervorming kan veroorzaken.
Arbeidsveiligheid en bescherming van de gezondheid
- Draag voor desbetreffende activiteit noodzakelijke persoonlijke beschermingsmiddelen (PBM).
Reiniging en verzorging
- De reiniging van het oppervlak kan gebeuren met water en milde schoonmaakmiddelen. Gedetailleerde informatie vindt u in ons "Cleaning recommendation Decorative Pfleiderer products".
- Voor meer informatie verwijzen wij u naar de aanbeveling in de folder "Reiniging HPL" op de website van www.icdli.com.
Afstoting
- Er wordt een materiële of energetische verwerking geadviseerd in goedgekeurde installaties.
Wilt u meer weten?
Neem dan contact met ons op. Wij staan voor u klaar.
Referenties

Monsters


Infomateriaal

Downloads




















Verwante producten

Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal XTreme, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.

Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal XTreme Touch, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect in combinatie met natuurlijk ogende steen- of houtstructuur.

Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal SolidColor XTreme, een laminaat met een identieke door-en-door gekleurde kern en een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL XTreme plus, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect, dat uitermate geschikt is voor horizontale oppervlakken, die intensief gebruikt worden.

Sandwichpaneel van een houtspaanplaat type P3 voor vochtige ruimtes, aan beide zijden afgewerkt met Duropal XTreme, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.

Sandwichpaneel van een houtspaanplaat type P3 voor vochtige ruimtes, aan beide zijden afgewerkt met Duropal XTreme Touch, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect in combinatie met natuurlijk ogende steen- of houtstructuur.
Sandwichpaneel van een houtspaanplaat type P3 voor vochtige ruimtes, aan beide zijden afgewerkt met Duropal HPL XTreme plus, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect, dat uitermate geschikt is voor horizontale oppervlakken, die intensief gebruikt worden.

Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal XTreme, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.

Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal XTreme Touch, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect in combinatie met natuurlijk ogende steen- of houtstructuur.

Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal SolidColor XTreme, een laminaat met een identieke door-en-door gekleurde kern en een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.
Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal HPL XTreme plus, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect, dat uitermate geschikt is voor horizontale oppervlakken, die intensief gebruikt worden.

Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, met 100 % biogene, formaldehydevrije lijm (OrganicGlue) en 100 % gerecycled hout, aan beide zijden afgewerkt met Duropal XTreme, een aantrekkelijk supermatt-oppervlakmateriaal met anti-fingerprint effect.
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, met 100 % biogene, formaldehydevrije lijm (OrganicGlue) en 100 % gerecycled hout, aan beide zijden afgewerkt met Duropal HPL.

Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, met 100 % biogene, formaldehydevrije lijm (OrganicGlue) en 100 % gerecycled hout, aan beide zijden afgewerkt met Duropal HPL Echt metaal.
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL.
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL microPLUS®, een antimicrobiële en antivirale oppervlak afwerking (Sanitized® Silver).
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal SolidColor, een laminaat met een identieke door-en-door gekleurde kern.

Met individuele digitale motiefdruk vormgegeven sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, bovenzijde afgewerkt met Duropal HPL Individual Motiv, achterzijde wit. Onze bekende Individual-collectie: u kunt vanaf 1 stuk bestellen en uw afbeeldingsbestanden kunnen als motief worden toegepast.
Sandwichpaneel van een houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL Echt metaal.
Sandwichpaneel van een emissie-arme houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL.

Elektrostatisch afleidend sandwichpaneel van een ESA-houtspaanplaat type P2 volgens EN 312, aan beide zijden afgewerkt met Duropal HPL ESA.
Sandwichpaneel van een houtspaanplaat type P3 voor vochtige ruimtes, aan beide zijden afgewerkt met Duropal HPL.
Sandwichpaneel van een houtspaanplaat type P3 voor vochtige ruimtes, aan beide zijden afgewerkt met Duropal HPL microPLUS®, een antimicrobiële en antivirale oppervlak afwerking (Sanitized® Silver).
Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal HPL.
Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal HPL microPLUS®, een antimicrobiële en antivirale oppervlak afwerking (Sanitized® Silver).
Sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal SolidColor, een laminaat met een identieke door-en-door gekleurde kern.

Sandwichpaneel van een decoratief door-en-door gekleurde zwarte vezelplaat met dichtheid (MDF) en homogene opbouw, aan beide zijden afgewerkt met Duropal HPL.

Zwaar belastbaar sandwichpaneel met isotrope buigvastheid uit een houtspaanplaat MFP volgens EN 312 als middenlaag en aan beide zijden bekleed met een dunne vezelplaat met hoge dichtheid (HDF) als deklaag, aan beide zijden afgewerkt met Duropal HPL. De innovatieve combinatie van houtproducten zorgt voor zeer hoge stabiliteit bij zo strak mogelijke oppervlakken.

Berken-fineerplaat, vochtvast verlijmd, aan beide zijden afgewerkt met Duropal HPL. Dit sandwichpaneel garandeert hoge buigvastheid.

Populier-fineerplaat, vochtvast verlijmd, aan beide zijden afgewerkt met Duropal HPL. Voor zeer hoge eisen aan vochtbestendigheid en maatvastheid bij licht gewicht.

Moeilijk ontvlambaar sandwichpaneel van een houtspaanplaat met verbeterde vlamresistentie, aan beide zijden afgewerkt met Duropal HPL Pyroex.

Moeilijk ontvlambaar sandwichpaneel van een vezelplaat met gemiddelde dichtheid (MDF) en homogene opbouw en verbeterde vlamresistentie, aan beide zijden afgewerkt met Duropal HPL Pyroex.